
联系人:谌先生
电话:15817230908
E-MAIL :973362853@qq.com
网址:www.hhlaser99.com
地址:总部:广东省深圳市宝安区松岗镇燕川朝阳路78号富比伦工业园
生产基地:东莞市大岭山拥军路欧旻工业园B4,BC,BF,BD,4栋
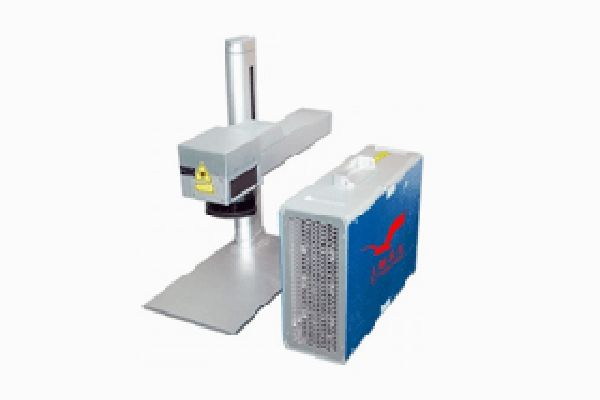
激光头由电流计和现场组成,经过电流计的运动到表壳所需的图画,现场镜子来控制格局的符号。激光模块,无论是自动激光焊接机厂家仍是CO2激光器,都是一切激光打标机输出的关键部分。符号功能强大,包含各种单笔画字符,直接运用操作系统和办公软件带来的标准字体。操作简略,运用灵活。 机柜,一体化机柜有用高雅,内置控制面板,控制箱,开关电源,激光电源。壁挂式位置是为计算机主机预留的,计算机操作便利。 冷却系统:风冷和水冷两种,主要用于冷却出售自动激光焊接机和开关。

由于激光功率密度对切割速度影响很大,焦点方位的选择显得特别重要。出售自动激光焊接机激光束聚集后的光斑巨细与透镜焦长成正比。在工业领域确认切割焦点的简略方法有以下三种:1.打印法:使切割头从上往下运动,在塑料板上进行激光束打印,打印直径最小处为焦点。2.斜板法:用和垂直轴成一角度斜放的塑料板使其水平拉动,寻找激光束的最 小处为焦点。3.蓝色火花法:自动激光焊接机厂家去掉喷嘴,吹空气,将脉冲激光打在不锈钢板上,使切割头从上往下运动,直至蓝色火花最大处为焦点。

自动激光焊接机厂家本身原因主要有激光频率、激光器光斑模式及光束发散角、激光功率、合理的光学配合加工。另一个原因主要有加工时的打标密度、打标幅面、打标深度和激光光斑大小。打标密度:在相同幅面、同等光斑、相同深度的情况下,打标的密度越高,对应的打标速度越慢。打标幅面:大幅面的打标速度比小幅面的打标速度要慢,因为大幅面打标振镜的偏转面积加大。打标深度:增大出售自动激光焊接机的功率、电流等参数,会影响打标速度。激光光斑大小:光斑越大打标速度越快。

1硬质玻璃:该部分由GG17资料制成,用于制造放电管,水冷套管,储气套管和回风管。密封的自动激光焊接机厂家一般是三层套管结构。最内部为放电管,中心为水网套管,最外层为储气套管,回风管用于连接放电管和储气管。2谐振腔:出售自动激光焊接机这部分由全镜和输出镜组成。谐振腔的总镜一般根据光学玻璃,表面是金膜。3电极:二氧化碳打标机一般采用冷阴极并具有圆柱形状。阴极资料对激光器的寿数有很大影响。阴极资料的基本要求是:低溅射速率和低气体吸收率。

深圳市大鹏激光科技有限公司
联系人:谌先生
电话:15817230908
E-MAIL :973362853@qq.com
网址:www.hhlaser99.com
地址:总部:广东省深圳市宝安区松岗镇燕川朝阳路78号富比伦工业园
生产基地:东莞市大岭山拥军路欧旻工业园B4,BC,BF,BD,4栋
| 扫描添加联系人 | 扫描打开手机站 |
 |  |
 服务热线 :158-1723-0908
服务热线 :158-1723-0908